您好,欢迎光临济南金砂智能装备有限公司!
13969078896
全国咨询热线:

济南金砂智能装备有限公司
联系人:王经理
电话:13969078896
地址:山东省济南市市中区党家街道罗而新城工业园 18 号
铸造是制造业的基础,随着中国经济的发展,铸造行业也得到了迅猛发展,但是在发展过程中铸件清理自动化很少被重视,一直依靠人工打磨。人工打磨车间劳动环境恶劣、安全性差,打磨工人劳动强度大,并容易得职业病。随着铸造生产的规模不断扩大、环保的要求不断提高、人力成本的不断上升,铸造清理自动化已成为铸造行业发展的必然趋势。
自从20世纪60年代诞生了工业机器人,它就成为人力的最佳替代方式,替代人工处理重复性高、定位准确、危险性大、批量生产的工作。随着传感器技术、电脑技术和人工智能的发展,工业机器人逐渐从呆板、机械向柔性、智能方向发展,并逐步应用到工业生产的各个行业和其它领域(如航天、医疗),它也将应用于铸件清理,将人工解放出来,实现铸件清理的自动化。
1 现有铸件清理模式
铸件清理是铸造流程的最后工序,图1描述了铸件清理的通常流程,其中清砂、粗抛、精抛、机加工主要由机械设备来完成,去浇冒口指人工敲掉残余浇冒口和排气针,打磨是对人工敲掉浇冒口、排气针的残余和飞边进行磨削。目前打磨的方式有人工打磨、铸件磨削机和机器人打磨。
(1)人工打磨
铸件打磨目前主要是由人工打磨来完成,对于小的工件,工人拿着工件在砂轮机、砂带机上打磨,对于大的工件工人拿着手动工具配切割片、旋转锉进行打磨,对有色铸件工人拿锤子、凿子进行清理。
(2)铸件磨削机
铸件磨削机主要用于发动机缸体、缸盖、曲轴箱等铸件的多面磨削, 以及同类铸件飞边、平面的粗磨削。相比于人工打磨,铸件磨削机具有加工效率高、打磨质量好的优点。它主要适用于生产批量大的铸件。
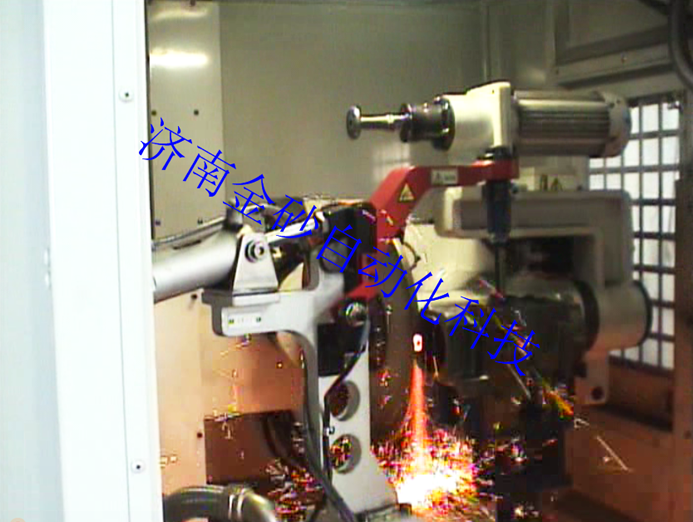
(3)机器人打磨
现代六轴工业机器人能够在恶劣的环境下持续工作,并能很好地模拟人手臂的各种动作,其机器人打磨主要特点有以下6点:
1)高精度的重复性:现代工业机器人(以Kuka机器人为例)的空间重复定位精度达到0.012mm,保证加工的准确。
2)高级控制系统: 现代工业机器人普遍采用高级编程语言,可以通过编写程序实现复杂的加工工艺,对外形复杂的工件也能够实现自动化打磨。
3)强大的扩展性:机器人打磨单元既可以作为独立的单元,也可以通过工业通信方式将机器人工作单元集成到自动化生产性中,通过中央管理系统实现单元生产的最优化和整线生产效率的最大化。
4)灵活性: 快换法兰盘使得机器人能够快速地更换抓手,实现一个单元能够打磨多种铸件。离线编程技术能够快速开发新工艺、降低工艺开发风险,并且无需生产单元停机,克服了磨削专机的缺点。
5)大承载:机器人的承载范围从5Kg到1500Kg, 可以根据实际应用需要选择合适的机器人。
6)大范围:机器人的工作可达范围从0.5m到3.8m,还可以给机器人加配第7轴运动导轨,扩大它的运动范围。
2 铸件清理自动化的难点
在人工打磨时工人能够通过目视判断工件的冒口、飞边的位置、大小,采用合理的打磨工具和打磨方式,通过触觉感知控制磨削进刀量和进给速度。而传统的机械设备只能按设定的工艺进行工作,这是目前制约铸件清理自动化发展的瓶颈。图2列出了铸件清理自动化的难点。
按GB/T 6414—1999《铸件 尺寸公差与机械加工余量》的铸件公差等级标准,一个40-63mm长的铸件,按公差等级9可以允许在长度方向上有2mm的公差。机械设备按设定程序打磨,将会出现打磨不到位或打磨过多伤及本体的问题。而且人工处理浇冒口、气针后的残余也会大小不一,铸造过程中产生的披缝也使得铸件飞边的厚度和高度不一,这些因素决定了自动化打磨无法向加工中心那样设计工艺,控制进刀量和进给速度,对打磨工具和刀具提出了更高的要求。
除了打磨工艺之外,自动化打磨设备还要考虑环保和安全,设计吸尘排屑系统,对于有色铸件(铸铝件、铝镁合金)要做防爆设计。不同铸件需要设计不同的抓手(机器人抓工件)和夹具(机器人抓工具),抓手、夹具的设计既要考虑重复定位的准确性又要考虑能够打磨尽量多的部位。
3 机器人打磨技术
机器人的工作轨迹是事先设定的,无法应对铸件毛坯的公差和飞边大小不一的问题。传感器、机器视觉技术融入到机器人应用,使机器人自动化打磨成为现实。
(1)柔性装置
所谓柔性装置是指在保持恒定打磨力的条件下,让打磨刀具(砂轮、旋转锉)能够依照铸件打磨部位尺寸的变换而自动发生偏移或偏转。按其机构和工作原理可以分为电子式和机械式。
电子式柔性装置利用力传感器实时监测打磨力,机器人运动控制系统按打磨力的变化实时调节机器人的姿态、位置等参数,通过闭环控制实现机器人保持恒定力来打磨铸件。一维力传感器只感应打磨预应力,机器人的运动速度和位置随着预应力的变化而变化。对于外形复杂而且加工质量要求高的铸件打磨采用六维力传感器,它能感知X、Y、Z方向的力和扭矩,根据实时监测的数据,机器人运动控制器调节机器人运动速度、位置、姿态,保证最优的打磨工艺。
机械式柔性装置在打磨过程中随打磨力的变化产生自适应的偏移,保持打磨力动态的平衡。简单的打磨可以利用一维柔性装置,实现一个方向上的自适应。对于外形复杂的铸件,例如处理曲线的飞边,一维柔性无法同时响应两个方向力的变化,就需要二维柔性。和电子式柔性装置相比较,机械式柔性装置的实时性更好,但由于无法感知偏移量,无法保证打磨质量,只能起到保护工具的作用。格林策巴赫机械(上海)有限公司研发了带柔性反馈机制的柔性装置,控制系统能够实时的获得偏移量,实时修正打磨参数,依据反馈数据绘制打磨刀具实际的工作轨迹,重而能够判断是否清理干净铸件,并采取相应的措施。
(2)机器视觉
柔性装置给机器人配上了触觉功能,那么机器视觉将给机器人安上眼睛。如果机器人有了视觉功能就能够自动抓取工件,识别打磨部位位置和冒口、飞边的尺寸,打磨后能够进行质量检测。
利用相机镜头对铸件拍照,通过图片信息处理软件计算铸件的摆放位置,将位置坐标传送给机器人控制系统,机器人自行抓取铸件。这样可以节省夹具的设计,简化上下料的设计,实现多规格铸件的混线自动打磨,避免了人工操作错误。
利用机器视觉的三维扫描技术可以对铸件进行扫描获得CAD数据,通过和模型CAD数据的比对识别冒口、飞边的大小,然后利用离线编程技术结合工艺规则生成机器人打磨程序,该种方式非常适合大型和特大型铸件的自动化打磨. 机器视觉还可以对铸件打磨后进行表面质量检测,不合格的进行再处理。自动检测保证了大批量生产的铸件质量,在同一工位发现问题并及时处理,节约了流转时间和返工成本,如果将检测结果保存到数据库里,还可以提高质量追溯性。
(3)标准化模块化
机器人打磨涉及大量的非标设计和量身定制,如何提高其稳定性、扩展性和维护性一直是一个难题,标准化系列化开发是未来的趋势。图4展示的是格林策巴赫机械(上海)有限公司研发的紧凑型标准化打磨单元,该单元针对的是50公斤以下的铸铁件,采取机器人抓工件的打磨方式。单元集成了柔性砂带机、柔性动力头、砂轮机三类打磨工具,铸件不同部位采用不同的打磨方式,将打磨效率和打磨成本有机的结合起来,做到最优化。
采用双工位旋转台上料,旋转台上装带定位装置的托盘,安装旋转台上方的摄像头对托盘上的工件进行类型识别,和有无工件的判定,防止人工上料错误发生。对于打磨节拍快的工件,可以增加视觉的定位功能引导机器人自动抓取铸件,工人只需将工件放到托盘上。对于表面加工质量高的工件还可以通过视觉进行质量检测,对打磨不合格的铸件,可以马上进行精整。在旋转台上方设有抓手支架,支持单元打磨多种工件。
标准单元还集成了排屑、吸尘系统,对打磨的铁屑、粉尘进行回收,降低打磨车间的粉尘污染,通过合理的布局设计减少了占地面积、方便了多个单元在车间里的连排布局,对于复杂的铸件还可以通过多个单元的组合实现一次上料自动打磨完成,无需单个单元的机器人更换抓手来多次抓取,也无需人工多次上下料,提高打磨效率。
单元的控制系统提供友好、简便的操作界面,提供铸件打磨工艺管理功能,一个类型的铸件对应一种工艺,操作人员可以按生产计划来更换打磨的铸件类型;提供生产管理功能,记录生产数据;监控刀具使用情况,在刀具寿命到期时,及时提醒操作员更换刀具;实时地监控所有的设备,实时提供信息、警告和故障报警,出现故障后能引导操作员检查故障原因和恢复生产。
4 铸件清理自动化发展展望
使用机器人打磨是一个必然趋势,但就机器人清理自动化而言机器人打磨只是实现了打磨工序,在各工序间还是由人工完成铸件的流转,清理自动化的方向应该是从浇铸出来到进仓库不落地的在各工序自动流转,采用输送线、AGV小车、机器人搬运等自动化技术将各工序自动的衔接起来。在生产自动化的基础上还可以实现信息流的自动化,纳入生产实施系统(MES),通过网络采集各生产单元和设备的数据,提供实时的生产信息,根据ERP系统内订单管理信息的变动,实时的生成和更新生产计划。
总而言之当前铸件清理自动化还处于起步阶段,在清理工艺的研究、设备开发、系统设计、生产管理等方面有很大的空间去研发、开拓创新。

服务热线
13969078896
24小时提供咨询服务
济南金砂智能装备有限公司
联系人:王经理
电话:13969078896
地址:山东省济南市市中区党家街道罗而新城工业园 18 号

扫描二维码,关注我们
济南金砂智能装备有限公司 电话:13969078896 地址:山东省济南市市中区党家街道罗而新城工业园 18 号